เครื่องมือวัด — เวอร์เนีย ไมโครมิเตอร์ เข็มทิศโลหะ และไม้บรรทัดโลหะ
เครื่องมือวัดหลักในกระบวนการทำงานซ่อมแซมคือเวอร์เนีย, ไมโครมิเตอร์, วงเวียนสำหรับโลหะและไม้บรรทัดโลหะ
อุปกรณ์คาลิปเปอร์
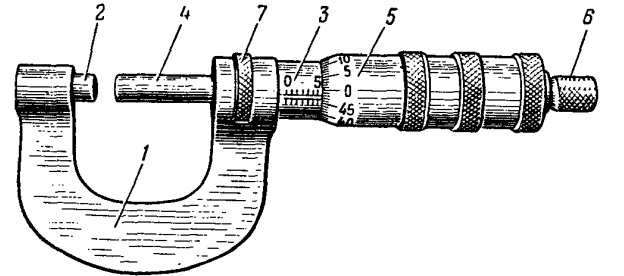
ด้วยความช่วยเหลือของคาลิปเปอร์ ปริมาณเชิงเส้นจะถูกวัดด้วยความแม่นยำสูงถึงหนึ่งในสิบของมิลลิเมตร ดังที่คุณเห็นจากรูป เวอร์เนียร์เป็นอุปกรณ์สากลที่ช่วยให้คุณวัดขนาดภายนอกและภายในของชิ้นส่วน รวมถึงขนาดของช่อง
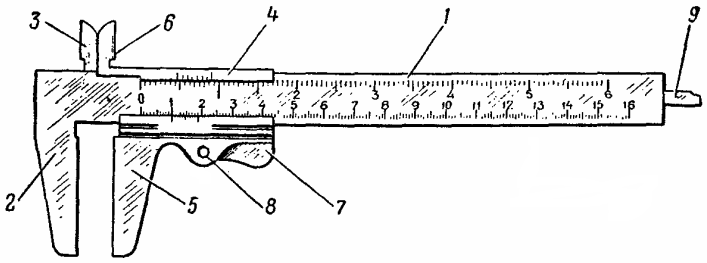
ข้าว. 1. เวอร์เนียร์: 1 — ไม้บรรทัดเมตริก, 2, 3 — ขากรรไกรคงที่, 4 — ตัวเลื่อน, 5, 6 — ขากรรไกรที่เคลื่อนย้ายได้, 7 — สต๊อปเปอร์, 8 — แกนสต๊อปเปอร์, 9 — ไม้บรรทัด
ประกอบด้วยแถบในรูปแบบของไม้บรรทัดเมตริก 1 ที่มีขากรรไกรคงที่ 2 และ 3 และตัวเลื่อน 4 พร้อมขากรรไกรที่เคลื่อนย้ายได้ 5 และ 6 ที่ด้านหลังของไม้บรรทัดเมตริกจะมีร่องตามยาวซึ่งมีไม้บรรทัดที่แคบกว่า 9 ด้วย ความกว้าง 4 — 5 อยู่ที่ มม. ซึ่งยึดแน่นด้วยแถบเลื่อน 4 ดังนั้นเมื่อคุณเลื่อนแถบเลื่อนไปตามไม้บรรทัดเมตริก 1 ไม้บรรทัด 9 จะไปยังค่าที่สอดคล้องกันหลังจุดสิ้นสุดของไม้บรรทัดเมตริก
เพื่อแก้ไขตำแหน่งของตัวเลื่อน 4 ระหว่างการวัดจะมีสปริงเบรกซึ่งคลายออกโดยการกดปลั๊ก 7 (ในบางการออกแบบของคาลิปเปอร์จะมีการติดตั้งสกรูแทนปลั๊กซึ่งจะแก้ไขตำแหน่งของ โครงเวอร์เนีย) ในเครื่องยนต์ 4 มีการตัดแบบเอียงซึ่งใช้เวอร์เนียร์
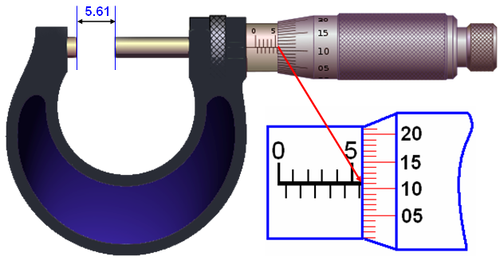
เวอร์เนียร์ (รูปที่ 2) เป็นสเกลยาว 9 มม. แบ่งเป็น 10 ส่วน ส่วนละ 0.9 มม. ในตำแหน่งด้านซ้ายสุดของแถบเลื่อนของคาลิเปอร์ ขากรรไกรของมันควรจะชิดกันแน่น ในขณะที่ปลายของเมตริกและไม้บรรทัดแคบควรอยู่ในบรรทัดเดียวกัน และการแบ่งศูนย์ของไม้บรรทัดเมตริกควรตรงกับบรรทัดแรกของ เวอร์เนียร์ (ในขณะที่ส่วนที่สิบของสเกลเวอร์เนียควรตรงกับสเกลที่เก้าของการแบ่ง)
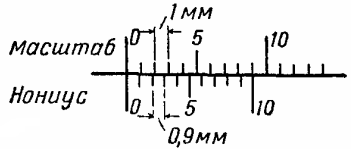
ข้าว. 2. อัตราส่วนของการแบ่งเวอร์เนียร์และสเกลของไม้บรรทัดเมตริก
วิธีใช้คาลิปเปอร์
สำหรับการวัด ให้วางชิ้นส่วนไว้ระหว่างขากรรไกรของคาลิปเปอร์ เมื่อเลื่อนแถบเลื่อนจำเป็นต้องลดขากรรไกรให้พอดีกับพื้นผิวของชิ้นส่วนที่วัดได้ ขนาดจะนับต่อคาลิเปอร์ตามลำดับดังนี้
- ตำแหน่งของความเสี่ยงแรกของเวอร์เนียร์ถูกกำหนดโดยสัมพันธ์กับส่วนของไม้บรรทัดเมตริก
- กำหนดความเสี่ยงของเวอร์เนียที่สอดคล้องกับความเสี่ยงของ (ใด ๆ ) ไม้บรรทัดเมตริก;
- การอ่านทำได้โดยการเพิ่มการอ่านทั้งสอง
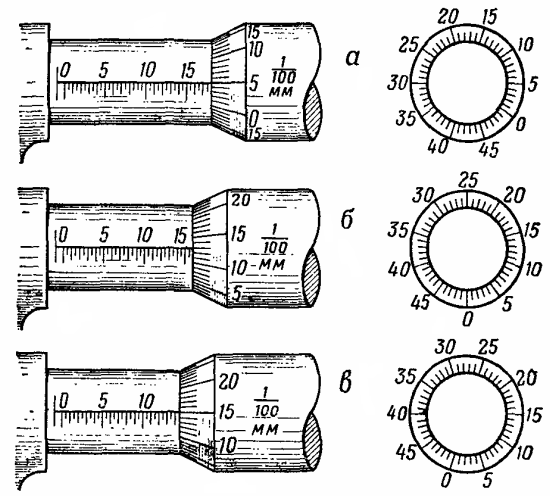
ตัวอย่าง (รูปที่ 3, ก) ความเสี่ยงเป็นศูนย์ของเวอร์เนียร์อยู่ระหว่างส่วนที่ 31 และ 32 ของไม้บรรทัดเมตริก และความเสี่ยงที่สี่นั้นเกิดขึ้นพร้อมกับความเสี่ยงบางอย่างบนไม้บรรทัด ในกรณีนี้ค่าที่วัดได้จะอยู่ที่ 31.4 มม. ค่าคาลิปเปอร์อ่านได้จากตัวอย่างในรูปที่เท่าไร 3, ข และ ค?
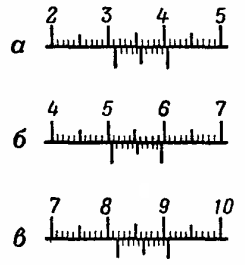
ข้าว. 3. ตัวอย่างการอ่านคาลิปเปอร์แบบนับจำนวน
คำตอบ: ข — 50.8 มม.; สูง — 81.9 มม.
เวอร์เนียต้องได้รับการปกป้องจากการกระแทก ความเค้นเชิงกล และหล่อลื่นด้วยน้ำมันเครื่องบางๆ เพื่อป้องกันการกัดกร่อนและการยึดเกาะของชิ้นส่วนที่เคลื่อนไหว
เมื่อเร็ว ๆ นี้คาลิปเปอร์อิเล็กทรอนิกส์พร้อมอุปกรณ์อ่านข้อมูลดิจิทัลได้รับความนิยมอย่างแพร่หลาย มีการกล่าวถึงเมตรประเภทอื่น ๆ ที่นี่: Calibre - ประเภทและตัวอย่างการใช้งาน

ไมโครมิเตอร์
ไมโครมิเตอร์เป็นเครื่องมือวัดชนิดหนึ่งที่ใช้กันทั่วไป รูปที่ 4 แสดงแฟลตไมโครมิเตอร์ใช้สำหรับการวัดภายนอกตั้งแต่ 0 ถึง 25 มม. ด้วยความแม่นยำ 0.01 มม.
ข้าว. 4. ไมโครมิเตอร์: 1 — ตัวยึด; 2 — ส้นเท้า; 3 — แขนเสื้อ; 4 — สกรูไมโครเมตริก; 5 — กลอง; 6 — วงล้อคลัตช์; 7 — อุปกรณ์ล็อค
ไมโครมิเตอร์ประกอบด้วยคลิป 1 พร้อมส้น 2, ปลอก 3 ที่กดเข้ากับแคลมป์, สกรูไมโครมิเตอร์ 4, ดรัม 5, วงล้อข้อต่อ 6 และอุปกรณ์ล็อค 7 ด้ายไมโครมิเตอร์ถูกตัดภายในปลอก 3 ด้วย ขั้นละ 0.5 มม. ดรัม 5 ยึดไว้กับสกรูไมโครเมตริก 4 ซึ่งมีเกลียวที่มีระยะพิทช์ 0.5 มม. ดังนั้น ด้วยการหมุนดรัม 5 หนึ่งครั้ง สกรูไมโครมิเตอร์ 4 จะเคลื่อนที่ในแนวแกน 0.5 มม.
ที่ด้านหน้าของแขนเสื้อมีมาตราส่วนตามยาวที่มีการสำเร็จการศึกษา 0.5 มม. รอบเส้นรอบวงของดรัม 5 บนขอบเอียง ยังมีสเกลที่ประกอบด้วย 50 ส่วนกระจายเท่าๆ กันตามเส้นรอบวง ดังนั้น เมื่อดรัมถูกหมุนตามส่วนใดส่วนหนึ่งของสเกลที่ทำเครื่องหมายไว้บนเส้นรอบวง สกรูไมโครมิเตอร์จะเคลื่อนที่ในแนวแกน 0.01 มม.

ในการวัดชิ้นงาน ให้สอดสกรูไมโครมิเตอร์ 2 ไมโครมิเตอร์ 4 ระหว่างปลายของสกรูไมโครมิเตอร์ 4 จากนั้นหมุนสกรูไมโครมิเตอร์โดยใช้ข้อต่อวงล้อ จำเป็นต้องยึดชิ้นงานระหว่างปลายสกรูไมโครมิเตอร์และส้นแรงอัดของชิ้นงานระหว่างการวัดจะถูกจำกัดโดยแรงเสียดทาน ในไมโครมิเตอร์นี้มีค่าเท่ากับ 700 +200 ก. ดังนั้นในระหว่างขั้นตอนการวัด ชิ้นงานจะไม่เสียรูปและได้รับการปกป้องจากความเสียหายต่อไมโครมิเตอร์
การอ่านไมโครมิเตอร์จะนับตามลำดับต่อไปนี้ ขั้นแรกให้นับจำนวนมิลลิเมตรบนสเกลของปลอกไมโครมิเตอร์ (ที่มีความแม่นยำ 0.5 มม.) ซึ่งล้อมรอบด้วยปลายดรัม จากนั้นจำนวนหนึ่งในร้อยของมิลลิเมตรที่สอดคล้องกับการแบ่งสเกลดรัมที่อยู่ตรงข้าม แกนของแกนบูช
ตัวอย่าง. บนสเกลปลอก หมายเลข 15 ส่วนครึ่งมิลลิเมตร และส่วนหนึ่งของส่วนครึ่งมิลลิเมตรที่ตามมา ส่วนที่ 13 ของสเกลดรัมตรงกับแนวแกนของสเกลปลอก ดังนั้นขนาดของชิ้นส่วนคือ 15.5 + 0.13 = 15 .63 มม.
ข้าว. 5. ตัวอย่างการอ่านไมโครมิเตอร์: a — 17.55 mm; ข — 15.63 มม. สูง — 14.15 มม
ปลายของสกรูไมโครมิเตอร์และส้นของไมโครมิเตอร์ต้องได้รับการปกป้องจากการกระแทกและรอยขีดข่วน ซึ่งจะลดความแม่นยำของการอ่านค่าไมโครมิเตอร์
ไม้บรรทัดโลหะ
ไม้บรรทัดโลหะที่มีความแม่นยำ 1 - 0.5 มม. ใช้สำหรับวัดระยะห่างระหว่างจุดสองจุด เป็นเทปเหล็กที่มีหน่วยเป็นมิลลิเมตร

ไม้บรรทัดโลหะ เช่นเดียวกับอุปกรณ์วัดอื่นๆ ควรมีตราประทับของผู้ผลิต ไม่ควรใช้ไม้บรรทัดที่ไม่มีเครื่องหมายในการวัด การมีไม้บรรทัดโลหะที่มีความยาว 200 - 500 มม. ก็เพียงพอแล้ว ไม้บรรทัดควรเป็นเส้นตรง ไม่ขรุขระ มีส่วนที่ชัดเจน
เข็มทิศสำหรับโลหะ
เข็มทิศโลหะใช้สำหรับทำเครื่องหมายงาน วาดวงกลมบนพื้นผิวของวัสดุที่เป็นของแข็ง และสำหรับการวัดด้วยวิธีการถ่ายโอน (โดยการวัดขนาดสารละลายของขาของเข็มทิศด้วยไม้บรรทัดโลหะ)

เข็มทิศควรมีจุดที่แหลมและแข็งเล็กน้อยที่ขา ฟันเฟืองและการสั่นสะเทือนในข้อต่อเข็มทิศเป็นสิ่งที่ยอมรับไม่ได้