ขั้นตอนการเตรียมและคอมไพล์โปรแกรมสำหรับคอนโทรลเลอร์ที่ตั้งโปรแกรมได้
ฟังก์ชันการควบคุมอุปกรณ์ถูกกำหนดโดยเทคโนโลยีกระบวนการและองค์กร ดังนั้น โดยทั่วไปแล้ว สิ่งเหล่านี้ค่อนข้างเฉพาะเจาะจงและเป็นรายบุคคลสำหรับแต่ละหน่วยหรือไซต์ อย่างไรก็ตาม เมื่อปัญหาของการพัฒนาซอฟต์แวร์เคลื่อนที่ที่มีประสิทธิภาพและยืดหยุ่นสำหรับระบบอัตโนมัติได้รับการวางและแก้ไขแล้ว ฟังก์ชันการควบคุมที่ซับซ้อนมักจะแสดงเป็นชุดของการดำเนินการพื้นฐานง่ายๆ เช่น "เปิดใช้งาน" "ปิดใช้งาน" "ความล่าช้าในการดำเนินการ" เป็นต้น .
จากตำแหน่งเหล่านี้ ฟังก์ชันการควบคุมส่วนใหญ่สามารถลดลงอย่างมีเงื่อนไขเหลือสองอย่างซึ่งเป็นเรื่องปกติสำหรับทุกงาน — เชิงตรรกะและข้อบังคับ อันแรกเรียกว่าอัลกอริทึมการดำเนินการตามเวลาทั่วไป และอันหลังเรียกว่าพารามิเตอร์เวลา การนำเสนอทั่วไปของฟังก์ชั่นทั่วไปสำหรับการควบคุมอุปกรณ์เทคโนโลยีจะแสดงในรูปที่ 1, ก และ ข
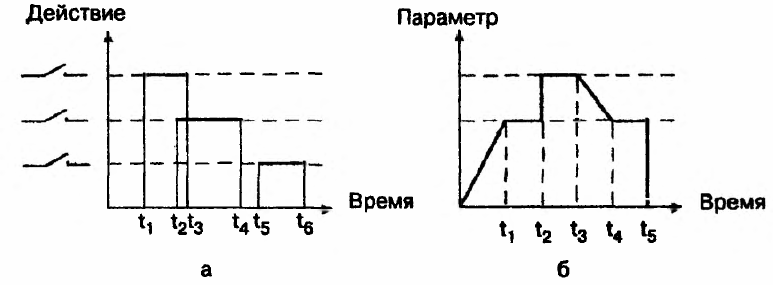
ข้าว. 1. ฟังก์ชั่นการควบคุมทั่วไปของอุปกรณ์กระบวนการ
จากการวิเคราะห์ลักษณะเชิงปริมาณของฟังก์ชันการควบคุมที่นำไปใช้ในแต่ละตัวอย่างเฉพาะของอุปกรณ์ทางเทคโนโลยี สามารถกำหนดข้อกำหนดทางเทคนิคได้ ไปยังตัวควบคุมลอจิกที่ตั้งโปรแกรมได้ (PLC) เป็นวิธีการควบคุมในแง่ของความแม่นยำ ความเร็ว จำนวนงานคู่ขนานที่ต้องแก้ไข จำนวนหน่วยความจำ องค์ประกอบของอุปกรณ์ต่อพ่วง เครื่องมือสนทนา ฯลฯ
มาตรฐาน IEC 61131-3 อธิบายภาษาโปรแกรม 5 ภาษาซึ่งเป็นผลมาจากการวิจัยการพัฒนาที่เป็นกรรมสิทธิ์ที่ประสบความสำเร็จมากที่สุดของผู้นำระดับโลกในตลาด PLC:
-
ภาษาของวงจรหน้าสัมผัสรีเลย์ (RKS) หรือแลดเดอร์ไดอะแกรม LD (ไดอะแกรมแลดเดอร์)
-
ภาษาแผนภาพบล็อกฟังก์ชัน (FBD), FBD (แผนภาพบล็อกฟังก์ชัน),
-
ภาษา IL (รายการคำสั่ง) — แอสเซมเบลอร์ทั่วไปที่มีตัวสะสมและการเปลี่ยนฉลาก
-
ภาษา ST (Structured Text) เป็นภาษาข้อความระดับสูง
-
แผนภูมิ SFC (ลำดับฟังก์ชัน) SFC มีต้นกำเนิดมาจาก Petri nets
ภาษา PLC เป็นต้นฉบับมากและแตกต่างอย่างมากจากภาษาโปรแกรมคอมพิวเตอร์ที่รู้จักกันดี
มาตรฐานนี้ไม่ได้บังคับให้ผู้พัฒนา PLC ต้องใช้ภาษาการเขียนโปรแกรมทั้งหมด โดยทั่วไปแล้ว ผู้ผลิต PLC รายย่อยจะใช้หลายภาษาหรือภาษาเดียว ในหลาย ๆ ด้าน ลำดับความสำคัญของการใช้ภาษาการเขียนโปรแกรมเฉพาะนั้นขึ้นอยู่กับประเพณีที่จัดตั้งขึ้นในอดีตของอุตสาหกรรมหรือพื้นที่แอปพลิเคชัน
การกำหนดมาตรฐานของภาษาการเขียนโปรแกรมและโมเดล PLC นำไปสู่การเกิดขึ้นของบริษัทเฉพาะทางที่มีส่วนร่วมในการออกแบบระบบการเขียนโปรแกรมสำหรับ PLC ซึ่งให้การเปลี่ยนจากภาษาโปรแกรมเป็นภาษาเครื่องในระดับต่างๆ:
-
เมื่อเข้าสู่โปรแกรม
-
เมื่อแสดงผล;
-
เมื่อเปลี่ยนหรือย้ายคำสั่งหรือพื้นที่โปรแกรมแยกต่างหาก
-
เมื่อตรวจพบข้อผิดพลาดทางไวยากรณ์และส่งสัญญาณไปยังโอเปอเรเตอร์
ในการดำเนินงานเหล่านี้ ระบบการโปรแกรมสามารถทำงานได้สำเร็จในโหมดโลคัล นั่นคือ เป็นอิสระจากตัวควบคุม สิ่งนี้ทำให้โปรแกรมเมอร์มีโอกาสเขียนโปรแกรมจากที่ใดก็ได้ที่สะดวก ไม่ใช่ในเวิร์กช็อปการผลิต นั่นคือในสภาพแวดล้อมที่เอื้ออำนวยต่อกระบวนการสร้างสรรค์ ความเป็นไปได้ของการสร้างแบบจำลองช่วยอำนวยความสะดวกอย่างมากในกระบวนการดีบักโปรแกรมและปรับปรุงการจัดระเบียบการทำงาน

ขั้นตอนหลักของการเตรียมการและการตั้งโปรแกรมสำหรับตัวควบคุมแบบตั้งโปรแกรมได้มีดังนี้:
1. พิจารณาว่าระบบควบคุม (วัตถุควบคุม) ควรทำอะไร วัตถุประสงค์การควบคุมและฟังก์ชันเพิ่มเติมอื่น ๆ ที่ดำเนินการโดยระบบควบคุม ลำดับของการดำเนินการที่ดำเนินการโดยแอคทูเอเตอร์ตามเวลาและสถานะของเซ็นเซอร์และอุปกรณ์ควบคุม
2. เขียนอัลกอริทึมของโปรแกรมในรูปแบบกราฟิก
3. กำหนดโมดูลที่จำเป็นในการเชื่อมต่อเซ็นเซอร์ อุปกรณ์ควบคุม แอคทูเอเตอร์ สัญญาณเตือน และอุปกรณ์อื่นๆ ที่จำเป็นในการจัดการไซต์
เมื่อเลือกโมดูล ให้วิเคราะห์พารามิเตอร์ของสัญญาณอินพุต/เอาต์พุต (ระดับแรงดันและกระแส) และฟังก์ชันการทำงานของโมดูล ให้ความสนใจกับความเป็นไปได้ในการใช้งาน โมดูลอัจฉริยะซึ่งสามารถประมวลผลล่วงหน้าของสัญญาณอินพุตและฟังก์ชันการควบคุมภายในเครื่องได้ ซึ่งจะช่วยลดความซับซ้อนในการเขียนโปรแกรมได้อย่างมาก
4.สร้างไดอะแกรมหรือตารางเพื่อเชื่อมต่ออุปกรณ์อินพุตและเอาต์พุตทั้งหมดของวัตถุควบคุมและอุปกรณ์ที่ใช้ในกระบวนการควบคุมกับโมดูลตัวควบคุม
5. เขียนโปรแกรมในภาษาโปรแกรม PLC ภาษาใดภาษาหนึ่งที่ดำเนินการตามลำดับการทำงาน การเชื่อมต่อโครงข่าย และพัฒนาสถานการณ์ฉุกเฉินที่เป็นไปได้
6. ตรวจสอบโปรแกรมเพื่อหาข้อผิดพลาดทางไวยากรณ์และแก้ไข จากนั้นตรวจสอบข้อผิดพลาดรันไทม์และทำการแก้ไขที่เหมาะสม
7. เขียนโปรแกรมและพารามิเตอร์การทำงานที่จำเป็นทั้งหมดไปยังคอนโทรลเลอร์
8. หลังจากประกอบระบบควบคุมเสร็จสมบูรณ์แล้ว ให้ตรวจสอบโปรแกรมในกระบวนการควบคุมจริง และหากจำเป็น ให้ตั้งค่าให้แม่นยำยิ่งขึ้น
9. บันทึกสำเนาของโปรแกรมล่าสุดสองชุดและจัดเก็บไว้ในตำแหน่งที่แยกจากกัน