ลักษณะพลังงานของไดรฟ์และวิธีการเพิ่ม
สภาพการทำงานของมอเตอร์ไฟฟ้าได้รับการประเมินโดยปัจจัยการเปิดใช้งานและการทำงานของโหลด อัตราส่วนการเลื่อนของเครื่อง
โดยที่ ∑tр คือเวลาทำงานทั้งหมดของกะ T คือเวลาเปลี่ยน ∑t0 — เวลาเสริมทั้งหมดและเวลาพักงาน
เครื่องจักรที่ทันสมัยส่วนใหญ่หยุดทำงานโดยถอดมอเตอร์ไฟฟ้าออกจากแหล่งจ่ายไฟหลัก ภายใต้เงื่อนไขเหล่านี้ ปัจจัยการสลับของเครื่องจักรและมอเตอร์ไฟฟ้าจะเหมือนกัน สำหรับเครื่องที่มี คลัตช์แรงเสียดทาน ในวงจรขับหลัก มอเตอร์ไฟฟ้ามักจะหมุนอย่างต่อเนื่อง จะปิดเฉพาะในช่วงหยุดยาวในการทำงานเท่านั้น
หากเราคิดว่าภายใต้สภาวะการทำงานที่แตกต่างกันของเครื่องสากล ∑tр สามารถใช้ค่าใดก็ได้ (ตั้งแต่ 0 ถึง T) และค่าทั้งหมดของ ∑tр ภายในขอบเขตที่ระบุนั้นมีโอกาสเท่าๆ กัน
ระดับของการใช้เครื่องจักรนั้นมีลักษณะตามตัวประกอบการรับน้ำหนัก

โดยที่ Psr คือกำลังเฉลี่ยของเพลามอเตอร์ไฟฟ้า Пн — พลังงานเล็กน้อยของมอเตอร์ไฟฟ้า
หากโหลดของเครื่องมือกลสากลทั้งหมดที่ทำงานภายใต้สภาวะต่างๆ กัน มีโอกาสเท่ากัน กำลังเฉลี่ย
ตัวอย่างเช่น ด้วยอัตราส่วนร่วม Px.x = 0.2Pn เรามี γav = 0.6
ผลิตภัณฑ์ของตัวประกอบหน้าที่และตัวประกอบภาระเรียกว่าตัวประกอบการใช้งานของมอเตอร์ไฟฟ้า:
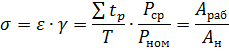
โดยที่อาหรับคือพลังงานกลที่มอเตอร์ไฟฟ้ามอบให้กับเครื่องจักร An คือพลังงานที่จะได้รับระหว่างการทำงานต่อเนื่องของมอเตอร์ไฟฟ้าที่กำลังไฟพิกัด
ด้วยค่าเฉลี่ยข้างต้นของการรวมและโหลดแฟกเตอร์ เราได้รับ bsr = 0.3
อัตราส่วนของพลังงานที่ใช้ในกระบวนการผลิตชิ้นส่วนต่อพลังงานที่เครื่องจักรสามารถใช้ในกรณีของการทำงานต่อเนื่องที่โหลดที่กำหนดเรียกว่าอัตราการใช้ประโยชน์ของเครื่องจักร:
ค่าเฉลี่ยที่แท้จริงของตัวประกอบสวิตชิ่งและโหลดของมอเตอร์ไฟฟ้าที่ขับเคลื่อนเครื่องตัดโลหะมีค่าน้อยกว่าที่ระบุ สิ่งนี้แสดงให้เห็นถึงความเด่นของงานที่มีโหลดต่ำและเวลาเสริมที่สำคัญ
ค่าของปัจจัยการทำงานใกล้เคียงกับค่าจริงสามารถรับได้โดยการวิเคราะห์โหลดของเครือข่ายแหล่งจ่ายไฟของผู้ประกอบการอุตสาหกรรม โหลดของเครือข่ายไฟฟ้าที่จัดหาเวิร์กช็อปเฉพาะนั้นถูกเลือกน้อยกว่าผลรวมของกำลังเล็กน้อยของมอเตอร์ไฟฟ้าที่ทำงานในเวิร์กช็อปนี้อย่างมาก
เพื่อหลีกเลี่ยงการบริโภคทองแดงมากเกินไป เมื่อกำหนดส่วนตัดขวางของสายไฟที่จ่ายกระแสไฟฟ้าไปยังเวิร์กช็อป จะต้องคำนึงถึงภาระผู้บริโภคพร้อมกัน ตลอดจนภาระที่น้อยเกินไป การวิเคราะห์โหลดของเครือข่ายแหล่งจ่ายไฟของโรงงานช่วยให้เราพบว่าค่าเฉลี่ยของปัจจัยการสลับคือ ~ 0.3 และปัจจัยโหลดคือ ~ 0.37 อัตราการใช้เครื่องจักรเฉลี่ยอยู่ที่ ~ 12% ทั้งหมดข้างต้นบ่งชี้ถึงความพร้อมของทรัพยากรขนาดใหญ่ในด้านการใช้ที่จอดเครื่องมือกล
อัตราส่วนของพลังงาน Ares ที่ใช้ในกระบวนการตัดต่อพลังงาน A ที่มอเตอร์ไฟฟ้าใช้ระหว่างรอบเรียกว่าประสิทธิภาพวงจรของระบบ:

ไม่เพียงแสดงลักษณะความสมบูรณ์แบบทางโครงสร้างของเครื่องมือเครื่องจักรและมอเตอร์ไฟฟ้าเท่านั้น แต่ยังรวมถึงความสมเหตุสมผลของกระบวนการทางเทคโนโลยีที่เลือกในแง่ของการใช้พลังงานและการใช้พลังงานที่ติดตั้ง ค่าประสิทธิภาพของเครื่องจักรหลายรอบที่ทำงานโดยไม่ได้ใช้งานเป็นเวลานานและมีภาระน้อยที่สำคัญมีค่าน้อย (5-10%)
การบรรทุกมอเตอร์ไฟฟ้าน้อยเกินไปนำไปสู่การกู้คืนเงินทุนที่ลงทุนในมอเตอร์ไฟฟ้า โครงข่ายไฟฟ้า และสถานีไฟฟ้าย่อยในโรงงานไม่เพียงพอ เนื่องจากมอเตอร์ไฟฟ้าใช้งานน้อย ประสิทธิภาพและcosφจึงลดลง ประสิทธิภาพที่ลดลงนำไปสู่การสูญเสียพลังงาน การลดลงของcosφเมื่อใช้พลังงานคงที่ทำให้ความแรงของกระแสไฟฟ้าเพิ่มขึ้น เมื่อความแรงของกระแสเพิ่มขึ้น ความสูญเสียของเครือข่ายก็เพิ่มขึ้น และกำลังการผลิตติดตั้งของหม้อแปลงและเครื่องกำเนิดไฟฟ้าก็ไม่ได้ถูกใช้งานอย่างเต็มที่
หากโรงงานมีมอเตอร์ไฟฟ้าหลายตัวที่ทำงานที่โหลดบางส่วน ค่าไฟฟ้าจะเพิ่มขึ้นเนื่องจากมีการเรียกเก็บค่าธรรมเนียมสำหรับแต่ละกิโลโวลต์-แอมแปร์ของความจุของหม้อแปลงที่ติดตั้งในโรงงาน ซึ่งไม่ขึ้นอยู่กับการใช้พลังงานจริง นอกจากนี้ที่ค่าcosφต่ำต้นทุนต่อหน่วยของพลังงานที่ใช้ไปจะเพิ่มขึ้น
นอกจากนี้ยังสามารถประเมินการใช้อุปกรณ์และการจัดการการผลิตได้ด้วยค่าสัมประสิทธิ์การทำงานของการเปิดและการชาร์จมอเตอร์ไฟฟ้า ความรู้เกี่ยวกับค่าสัมประสิทธิ์ที่แสดงลักษณะการทำงานของเครื่องจักรช่วยในการระบุทรัพยากรที่ไม่ได้ใช้ของแท่นวางเครื่องจักรและการจัดระบบการทำงานอย่างมีเหตุผลของเครื่องตัดโลหะ
เพื่อควบคุมการทำงานของเครื่องตัดโลหะ ได้มีการพัฒนาอุปกรณ์พิเศษ ซึ่งบางชิ้นติดอยู่กับเครื่องตัดโลหะ ส่วนอุปกรณ์อื่นๆ ใช้สำหรับการควบคุมแบบรวมศูนย์ของเวิร์กช็อปและการผลิตโดยทั่วไป
เมื่อมีการเปลี่ยนแปลงกระบวนการแปรรูปแต่ละครั้งเพื่อเพิ่มผลผลิตตัวบ่งชี้พลังงานของเครื่องจักรและไดรฟ์ไฟฟ้าจะเพิ่มขึ้นตามกฎ ซึ่งหมายถึงการเพิ่มความเร็วตัด, การเพิ่มฟีด, การรวมกันของการเปลี่ยนผ่านการประมวลผล, การลดเวลาเสริม ฯลฯ วิธีที่มีประสิทธิภาพในการเพิ่มคุณลักษณะด้านพลังงานของไดรฟ์ไฟฟ้าของการเคลื่อนไหวหลักของเครื่องจักรคือการทำให้เข้าใกล้และถอนออกโดยอัตโนมัติ เครื่องมือ การจับยึดชิ้นงาน การวัด ฯลฯ
อย่างไรก็ตาม ความเป็นไปได้ในการหาเหตุผลเข้าข้างตนเองของกระบวนการทางเทคโนโลยีมักมีจำกัดเมื่อดำเนินการกับชิ้นส่วนบนเครื่องจักร ต้องมีความถูกต้องแม่นยำที่จำเป็น สะอาดของการประมวลผล และผลิตภาพแรงงานสูง ซึ่งจะกำหนดประเภทของการประมวลผลและโหมดการตัด และบังคับการกัดหยาบและการเก็บผิวละเอียดจากการติดตั้งหนึ่งชิ้นต่อชิ้นส่วนหนึ่ง
ในเครื่องจักรที่มีคลัตช์แรงเสียดทานในโซ่ขับเคลื่อนหลักมักจะใช้เบรกที่ไม่ได้ใช้งาน ตัวจำกัดความเร็วรอบเดินเบาคือสวิตช์ที่จะปิดมอเตอร์ไฟฟ้าเมื่อคลัตช์ถูกปลด การปิดมอเตอร์ไฟฟ้านี้ส่งผลให้ประหยัดพลังงานทั้งแบบแอคทีฟและรีแอคทีฟ อย่างไรก็ตาม การทำเช่นนี้จะเพิ่มจำนวนการสตาร์ทของมอเตอร์ไฟฟ้า ซึ่งเกี่ยวข้องกับการใช้พลังงานเพิ่มเติมบางส่วน
นอกจากนี้ เนื่องจากการเสื่อมสภาพของเครื่องยนต์ในช่วงพักเบรก ในบางกรณีเครื่องยนต์อาจร้อนเกินไป สุดท้าย เมื่อใช้ตัวจำกัดความเร็วรอบเดินเบา เนื่องจากจำนวนการสตาร์ทของมอเตอร์ไฟฟ้าเพิ่มขึ้น การสึกหรอของอุปกรณ์จึงเพิ่มขึ้น สถานการณ์เหล่านี้สามารถนำมาพิจารณาโดยการคำนวณพิเศษ ได้ผลลัพธ์ที่น่าพอใจโดยการปิดมอเตอร์ไฟฟ้าโดยอัตโนมัติโดยหยุดชั่วคราวนานกว่าระยะเวลาที่ตั้งไว้
มีวิธีทางเทคนิคพิเศษมากมายในการเพิ่ม cosφ ของไดรฟ์ไฟฟ้า สิ่งเหล่านี้รวมถึงการใช้ตัวเก็บประจุแบบคงที่ที่เชื่อมต่อแบบขนานกับมอเตอร์, การซิงโครไนซ์ของมอเตอร์แบบอะซิงโครนัส, การเปลี่ยนมอเตอร์แบบอะซิงโครนัสด้วยมอเตอร์แบบซิงโครนัส มาตรการปรับปรุงประสิทธิภาพการใช้พลังงานของเครื่องตัดโลหะยังไม่แพร่หลาย
เนื่องจากในกรณีส่วนใหญ่ ไดรฟ์ไฟฟ้าของเครื่องจักรงานโลหะทั่วไปจะทำงานโดยหยุดยาว การติดตั้งที่ซับซ้อนและมีราคาแพงจะใช้ไม่เพียงพอ ดังนั้นเงินที่ใช้ไปจึงใช้เวลานานเกินไปในการกู้คืน ส่วนใหญ่มักจะ การชดเชยพลังงานปฏิกิริยา ตามร้านค้าทั่วไปหรือสเกลทั่วไป ธนาคารตัวเก็บประจุแบบคงที่ใช้เพื่อวัตถุประสงค์เหล่านี้