การใช้ระบบไมโครโปรเซสเซอร์ในงานวิศวกรรมไฟฟ้า ตัวอย่างการใช้ PLC
 พูดคุยเกี่ยวกับแอพ ระบบไมโครโปรเซสเซอร์นั่นหมายถึงการพูดถึงอุปกรณ์ทางเทคนิคเกือบทั้งหมดที่อยู่รอบตัวเรา ในทุกแขนงของวิศวกรรมไฟฟ้า: ในแหล่งจ่ายไฟ ไดรฟ์ไฟฟ้า ไฟฟ้าแสงสว่าง มีการใช้ตั้งแต่วงจรที่ง่ายที่สุดภายใต้การควบคุมของไมโครคอนโทรลเลอร์ 8 บิต ไปจนถึงระบบไมโครโปรเซสเซอร์ที่ซับซ้อนที่สุดพร้อมการควบคุมเครือข่ายหลายระดับ
พูดคุยเกี่ยวกับแอพ ระบบไมโครโปรเซสเซอร์นั่นหมายถึงการพูดถึงอุปกรณ์ทางเทคนิคเกือบทั้งหมดที่อยู่รอบตัวเรา ในทุกแขนงของวิศวกรรมไฟฟ้า: ในแหล่งจ่ายไฟ ไดรฟ์ไฟฟ้า ไฟฟ้าแสงสว่าง มีการใช้ตั้งแต่วงจรที่ง่ายที่สุดภายใต้การควบคุมของไมโครคอนโทรลเลอร์ 8 บิต ไปจนถึงระบบไมโครโปรเซสเซอร์ที่ซับซ้อนที่สุดพร้อมการควบคุมเครือข่ายหลายระดับ
ฉันให้ความสนใจกับ โปรแกรมควบคุม (PLC) (เรียกอีกอย่างว่ารีเลย์ที่ตั้งโปรแกรมได้) โลโก้! ซีเมนส์ได้รับการออกแบบมาเพื่อสร้างอุปกรณ์ควบคุมอัตโนมัติที่ง่ายที่สุด ทำไมต้องโลโก้! ซีเมนส์? เนื่องจากการทำงานกับมันไม่จำเป็นต้องมีความรู้พิเศษเกี่ยวกับเทคโนโลยีไมโครโปรเซสเซอร์และภาษาโปรแกรม แต่ก็เพียงพอแล้ว พื้นฐานของวิศวกรรมไฟฟ้า และอุปกรณ์อิเล็กทรอนิกส์แบบดิจิตอล (เป็นพื้นฐาน) นอกจากนี้ ผลิตภัณฑ์ซอฟต์แวร์ของซีเมนส์ยังมีให้ใช้งานฟรีอีกด้วย
รูปที่ 1 แสดงลักษณะของ LOGO! โมดูลหลักและส่วนขยายอัลกอริทึมการทำงานของโมดูลถูกกำหนดโดยโปรแกรมที่ประกอบด้วยชุดของฟังก์ชันในตัว — FBD (Function Block Diagram) — ภาษาโปรแกรมแบบกราฟิก สามารถตั้งโปรแกรมโมดูลได้จากคอมพิวเตอร์ที่มี LOGO Soft Comfort หรือโดยการติดตั้งโมดูลหน่วยความจำที่ตั้งโปรแกรมไว้หรือจากแป้นพิมพ์ (ถ้ามี) โดยไม่ต้องใช้ซอฟต์แวร์เพิ่มเติม

รูปที่ 1 — ออกแบบโลโก้! โมดูลหลักและส่วนขยาย
ค่าใช้จ่ายของโมดูลควบคุมและส่วนขยายไม่สูง ซึ่งทำให้สามารถใช้งานได้แม้กับระบบอัตโนมัติและกระบวนการง่ายๆ
ยกตัวอย่างจาก Siemens ซึ่งเป็นเครื่องผสม รูปที่ 3.13 แสดงบล็อกไดอะแกรมของอุปกรณ์ผสม
คำชี้แจงการมอบหมายงาน:
ที่คำสั่งสตาร์ท (SB1) ให้เปิดวาล์ว Y1 และเติมน้ำมันให้เต็มถังถึงระดับ SL2 ปิดวาล์ว Y1 เปิดวาล์ว Y2 และเติมน้ำมันให้เต็มถังเพื่อทำเครื่องหมาย SL1 ปิดวาล์ว Y2 และเปิดเครื่องผสมเป็นเวลา 15 นาที เปิดวาล์ว Y3 และระบายส่วนผสม บนสัญญาณจากเซ็นเซอร์ SL3 ให้ปิดวาล์ว Y3 และรีเซ็ตวงจร
อุปกรณ์ผู้บริหาร:
-
M — มอเตอร์ผสม
-
Y1 — ส่วนประกอบ 1 วาล์วจ่าย
-
Y2 — วาล์วสำหรับส่วนประกอบ 2
-
Y3 — วาล์วระบายสำหรับส่วนผสมพร้อม
เซ็นเซอร์และการควบคุมด้วยมือ:
-
SL1 — เซ็นเซอร์เต็มถัง
-
SL2 — เซ็นเซอร์เติมถังส่วนประกอบ 1
-
SL3 — เซ็นเซอร์ถังเปล่า
-
SB1 — ปุ่มเพื่อเริ่มการติดตั้ง
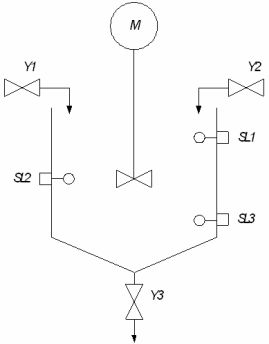
รูปที่ 2 — บล็อกไดอะแกรมของอุปกรณ์ผสม
เราจะเตรียมวงจรคอนแทครีเลย์แบบคลาสสิกตามข้อกำหนด (รูปที่ 3) ตามเนื้อผ้า เราตั้งค่าปุ่มหยุด SB1 ดังนั้นปุ่มเพื่อเริ่มการติดตั้งจึงกลายเป็น SB2
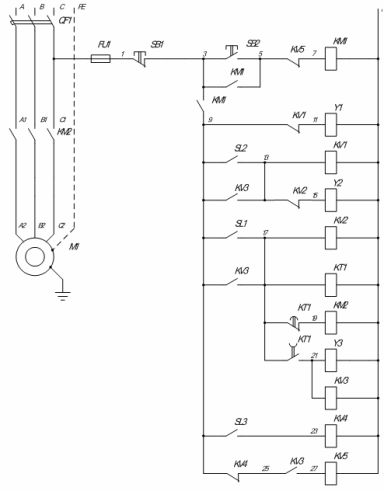
รูปที่ 3 — วงจรคอนแทครีเลย์ของอุปกรณ์ผสม
รูปแบบเดียวกันนี้ใช้กับโลโก้! (รูปที่ 4) มันง่ายกว่าแน่นอน แต่ใช้ความสามารถของคอนโทรลเลอร์เพียงส่วนเล็ก ๆ เท่านั้น นอกจากตัวควบคุมแล้ว ห่วงโซ่ขององค์ประกอบยังมีเฉพาะเซ็นเซอร์ ส่วนควบคุม และไดรฟ์เท่านั้น ซึ่งหมายความว่าโซ่มีความน่าเชื่อถือมากกว่าโซ่แบบคลาสสิก
เครื่องหมายของโลโก้! 230RC หมายถึง: แรงดันไฟฟ้า — 115-240 V DC หรือ AC, เอาต์พุตรีเลย์ (กระแสโหลด — 3 A สำหรับโหลดอุปนัย)
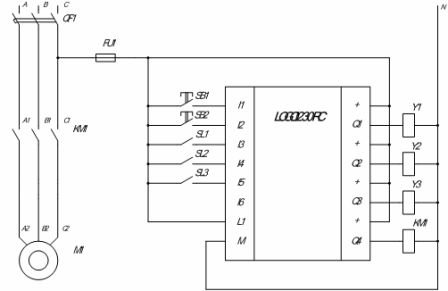
รูปที่ 4 — ไดอะแกรมของ LOGO!
เพื่อตั้งโปรแกรม PLC LOGO! จำเป็นต้องสร้างโปรแกรมวงจร การสร้างโปรแกรมวงจรด้วย LOGO! Soft Comfort เครื่องมือเขียนโปรแกรม LOGO! ใช้สร้าง ทดสอบ เปลี่ยนแปลง บันทึก และพิมพ์โปรแกรมวงจรได้อย่างง่ายดายและรวดเร็ว
โลโก้! มีอินพุตและเอาต์พุต อินพุตระบุด้วยตัวอักษร I และตัวเลข ผลลัพธ์จะถูกระบุด้วยตัวอักษร Q และตัวเลข
อินพุตและเอาต์พุตดิจิตอลสามารถตั้งค่าเป็น «0» หรือ «1» «0» หมายถึงไม่มีแรงดันไฟฟ้าที่อินพุต «1» หมายความว่ามันเป็น
บล็อกในโลโก้! เป็นฟังก์ชันที่แปลงข้อมูลอินพุตเป็นข้อมูลเอาต์พุต
รูปที่ 5 แสดงการเปลี่ยนแปลงของแผนภาพวงจรของตัวควบคุมมิกเซอร์ที่สร้างขึ้นใน LOGO! นุ่มสบาย เมื่อเราสร้างโปรแกรมวงจร เราเชื่อมต่อองค์ประกอบที่เชื่อมต่อกับบล็อก บล็อกที่ง่ายที่สุดคือ การดำเนินการเชิงตรรกะ… นอกจากนี้ วงจรยังใช้ฟลิปฟลอปและบล็อกหน่วงเวลาเปิดปิด
โปรแกรมสวิตชิ่งสะท้อนถึงอัลกอริทึม (ลอจิก) ของวงจรควบคุม ไดอะแกรมที่ใช้กราฟิกของบล็อกมาตรฐานและตัวเชื่อมต่อจะถูกแปลงเพิ่มเติมเป็นโครงสร้างเชิงตรรกะของคอนโทรลเลอร์
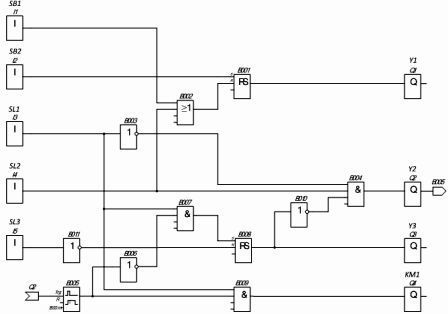
รูปที่ 5 — แผนภาพการเชื่อมต่อของมิกเซอร์ LOGO!